 +86 15338350382
+86 15338350382
 Русский
Русский Английский
Английский Испанский
Испанский Французский
Французский Итальянский
Итальянский Немецкий
Немецкий JАпанез
JАпанез
 15 Мин прочитатьОпубликовано Dec 08 2025
15 Мин прочитатьОпубликовано Dec 08 2025
Обработка с помощью компьютерного цифрового управления (CNC) - это производственный процесс, в котором заранее запрограммированное программное обеспечение диктует движение заводских инструментов и машин. Этот метод широко используется в отраслях, требующих высокой точности и повторяемости, таких как аэрокосмическая, автомобильная и медицинская промышленность.CNC обработкапозволяет эффективно производить сложные детали с жесткими допусками.
Что такое CNC обработка?
CNC обработкаподразумевает использование компьютеризированных средств управления для управления и манипулирования машинами и резными инструментами. Он охватывает различные процессы, такие как фрезерование, токарное оборудование, бурение и шлифовка. Система ЧПУ интерпретирует CAD-модель и переводит ее в набор команд, которые машина может выполнить. Ключевые преимущества включают высокую точность, повторяемость и возможность работать с широким спектром материалов.
Основные процессы обработки ЧПУ
Это включает в себя использование ротационных резок для удаления материала из фиксированной детали. Фрезера идеально подходит для создания сложных геометрий, слотов и отверстий как в двух, так и в трех измерениях.
Рабочая часть вращается, в то время как резающий инструмент удаляет материал. Этот метод особенно полезен для цилиндрических частей, таких как валы и корпусы.
CNC бурение
Использует бурильники для создания точных, повторяемых отверстий. Современные бурильники с ЧПУ могут динамически регулировать скорости и подачи на основе материала и глубины.
Обработка электрических разрядов (EDM)
Вместо резки ЭДМ использует электрические искры для формирования твердых или сложных частей, особенно тех, которые трудно обрабатывать механически.
CNC шлифовка
Используется для достижения крайне тонких отделок или жестких размерных допусков, шлифовка часто используется в качестве процесса отделки.
Преимущества обработки CNC
Непревзойденная точность
Машины с ЧПУ могут работать в пределах толерантов до ±0,001 дюйма или лучше, что делает их идеальными для высокоточных приложений, таких как аэрокосмические и медицинские устройства.
Высокая повторяемость
Как только программа деталей будет усовершенствована, она может быть повторно использована для изготовления идентичных деталей с минимальными изменениями, что имеет решающее значение как для контроля качества, так и для масштабируемости.
Универсальность материала
Машины с ЧПУ могут резать практически любой твердый материал, включая алюминий, титан, нержавеющую сталь, пластмассы (такие как Delrin и PEEK) и даже композиты.
Быстрый поворот
Как для прототипирования, так и для производства, обработка с ЧПУ предлагает относительно короткие сроки выполнения, особенно по сравнению с литьем или литьем под впрыском, которые требуют инструментации.
Сложность проектирования
3D-пути инструментов позволяют машинам с ЧПУ изготовлять сложные, детальные детали, которые были бы невозможны при ручной обработке.
CNC против других методов производства
| Особенность | CNC обработка | 3D-печать | Литье под впрыском |
|
Диапазон материалов |
Широкий (металлы/пластмассы) |
В основном пластмассы/смолы |
В основном пластмассы |
|
Сила |
Очень высокий |
Умеренный |
Высокий (после оборудования) |
|
Толерантность |
Отлично |
Умеренный |
Отлично |
| Особенность | CNC обработка | 3D-печать | Литье под впрыском |
|
Стоимость установки |
Умеренный |
Низкий |
Очень высокий |
|
Стоимость единицы (High Vol.) |
Умеренный до низкого |
Высокий |
Очень низкий |
|
Скорость (небольшая партия) |
Быстрое |
Медленное |
Быстрое (после оборудования) |
Стандарты производства ЧПУ
Общие производственные стандарты
CNC обработкадолжны соблюдать стандартизированные процедуры, гарантирующие качество, повторяемость и безопасность. Эти стандарты регулируют все, от точности станков до отслеживаемости сырья. К числу основных международных органов относятся:
·ISO (Международная организация по стандартизации)ISO 2768 для общих допусканий, ISO 9001 для систем менеджмента качества.
·ASME (Американское общество инженеров-механиков)– например, ASME Y14.5 для GD&T (геометрическое измерение и толерантность).
·DIN (Немецкий институт стандартизации)Широко упоминается в европейских производственных стандартах.
Ожидается, что производители будут осуществлять строгий контроль процесса, включая графики калибровки машин, документированные процедуры инспекции и сертификации оператора.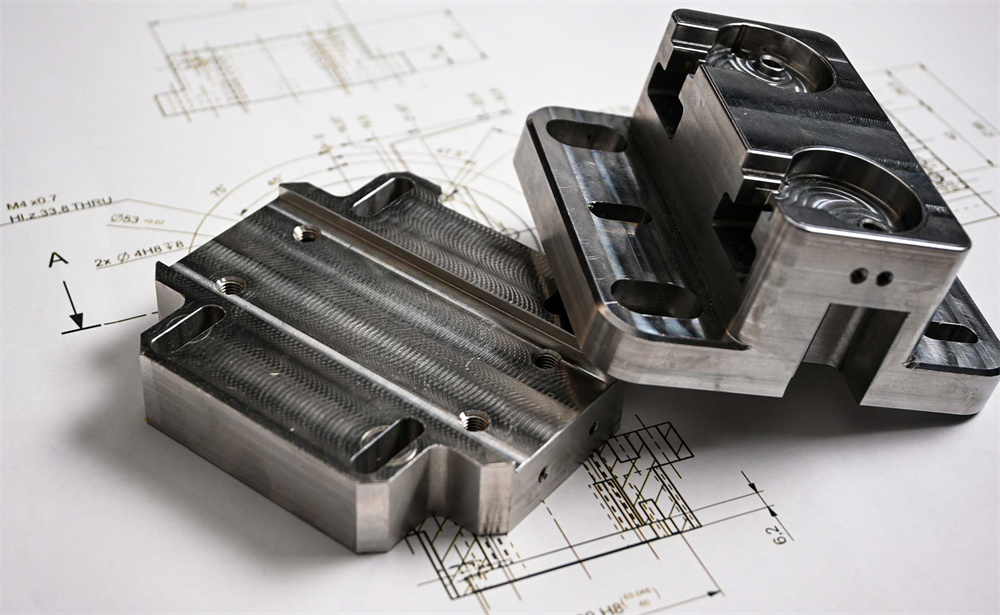
Общие допустимости
Общие допуски применяются, когда конкретные пределы допусков не указаны на технических чертежах. Они обычно основаны на стандартах ISO 2768-m (средний) или ISO 2768-f (тонкий), в зависимости от требований к деталям. Типичные допускания включают:
·Линейные размеры:±0,1 мм до ±0,3 мм
·Диаметры отверстий:±0,05 мм до ±0,2 мм
·Угольные толеранты:±1° до ±3°
Общие допуски подходят для некритических частей, где форма, подход или функция не подвергаются небольшим отклонениям.
Жесткие толеранты
Высокоточные детали требуют жестких допусков, обычно определяемых как ±0,01 мм или лучше. Эти допуски распространены в аэрокосмической, оборонной и точной приборской технике. Соблюдение таких допусканий требует:
· Высокая жесткость CNC машин с тепловой стабильностью
· Контролируемые климатом среды обработки
· Компенсация инструментов и системы измерения в процессе
· Передовые режущие инструменты с минимальным отклонением
Имейте в виду, что более жесткие допуски часто приводят к экспоненциально более высоким затратам на обработку из-за увеличения инспекции и медленных скоростей производства.
Ограничения размера
Максимальный размер детали, которую можно обрабатывать, определяется конструкционной оболочкой машины с ЧПУ. Ограничения включают:
·3-осные мельницы:Общий диапазон размеров до 1000 х 500 х 500 мм
·5-осные мельницы:Немного меньшие рабочие площади из-за ротационных ос
·CNC токарные станки:Диаметры поворота обычно варьируются от 200 мм до 500 мм
·Большоформатные портальные мельницы:Способность обрабатывать детали длиной несколько метров
Дизайнеры должны проконсультироваться со своим производителем на раннем этапе проектирования, чтобы обеспечить совместимость размеров деталей.
Руководства по проектированию
Успешная конструкция деталей ЧПУ балансирует функциональность, производительность и стоимость. Включение следующих принципов конструкции обеспечивает эффективную обработку и минимизирует производственные риски.
Сложность части
Высоко сложные конструкции увеличивают время и затраты на обработку. Сложные детали могут потребовать:
· Многоосные машины ЧПУ (4- или 5-осевые) для доступа ко всем функциям.
· Пользовательская фиксация и множественные настройки.
· Специализированное оборудование.
Рекомендации:
Упрощение, где это возможно.
· Разбить чрезвычайно сложные части на более простые сборки.
· Используйте стандартные элементы конструкции, когда это возможно.
Филе и внутренние радиусы
Конечные фрезеры с ЧПУ круглые, что затрудняет производство острых внутренних углов.
Рекомендации:
· Используйте филе с радиусом ≥ радиус инструмента (например, 3 мм или 6 мм).
· Применить последовательные радиусы по углам, чтобы позволить использовать тот же инструмент.
· Избегайте внутренних углов 90° - используйте углы 135° или шаферы для облегчения обработки.
Дыры
Бурение и расчистка являются стандартными операциями, но неправильные спецификации могут привести к проблемам с допустимостью или слому инструмента.
Рекомендации:
· Используйте стандартные диаметры сверления (метрические или имперские).
· Ограничить соотношение глубины отверстия к диаметру до 5:1 (максимум 10:1 для специальных случаев).
· Указать типы отверстий (например, пробел, зажимаемый, противоотверстие, противомойка).
Карманы и полости
Глубокие карманы могут привести к отклонению инструмента, вибрации и увеличению времени цикла.
Рекомендации:
· Держите карманные глубины ≤ 4x ширины.
Используйте открытые карманы вместо закрытых полостей, когда это возможно.
· Применить щедрые угловые радиусы внутри полостей, чтобы соответствовать путям резкого инструмента.
Нитки и отверстия
Обработка нити требует тщательного планирования, чтобы избежать слома инструмента и обеспечить целостность нити.
Рекомендации:
· Используйте стандартные типы нитей (например, M6, 1/4-20 UNC).
· Избегайте резьбы вплоть до дна слепых отверстий.
· Включите зоны облегчения нити или утечки.
· Ограниченная глубина: внутренняя глубина резьбы не должна превышать 1,5 раза диаметра.
Толщина стены
Тонкие стены могут деформироваться во время обработки, что приводит к неточности измерений и повышению вибрации.
Минимальные руководящие принципы:
· Металлы: ≥ 1 мм
· ≥ 1,5 мм
· Высокие не поддерживаемые стены: добавьте ребра или опорные структуры, если это необходимо.
Обработанный текст и логотипы
Текстовые функции визуально привлекательны, но могут значительно увеличить время обработки.
Рекомендации:
· Используйте простые шрифты без серифа (например, Arial, Helvetica).
· Придерживайтесь глубины 0,3 мм-0,5 мм.
· Минимальная ширина линии: 0,5 мм.
Избегайте текста высотой менее 5 мм.
Подрезания
Подрезы сложны из-за ограниченного доступа к инструментам и геометрических ограничений.
Типы:
·T-слот и голубой хвост:Требуются специальные резки.
·Задние подрезы:Часто требуется 5-осивая обработка или перепозиционирование.
Рекомендации:
· Избегайте разрезов, если это не функционально необходимо.
· Чётко определить размеры подреза в чертежах.
· Консультируйтесь с машинным цехом для доступности инструментов.
Камеры и Deburring
Камеры облегчают сборку и уменьшают острые края, в то время как расщепление улучшает безопасность и эстетику.
Рекомендации:
· Нанесите шаферы от 0,5 мм до 2 мм на открытые края.
· Укажите критические края, которые должны быть сняты.
· Используйте «сломать все острые края» только когда незначительная обработка края достаточна.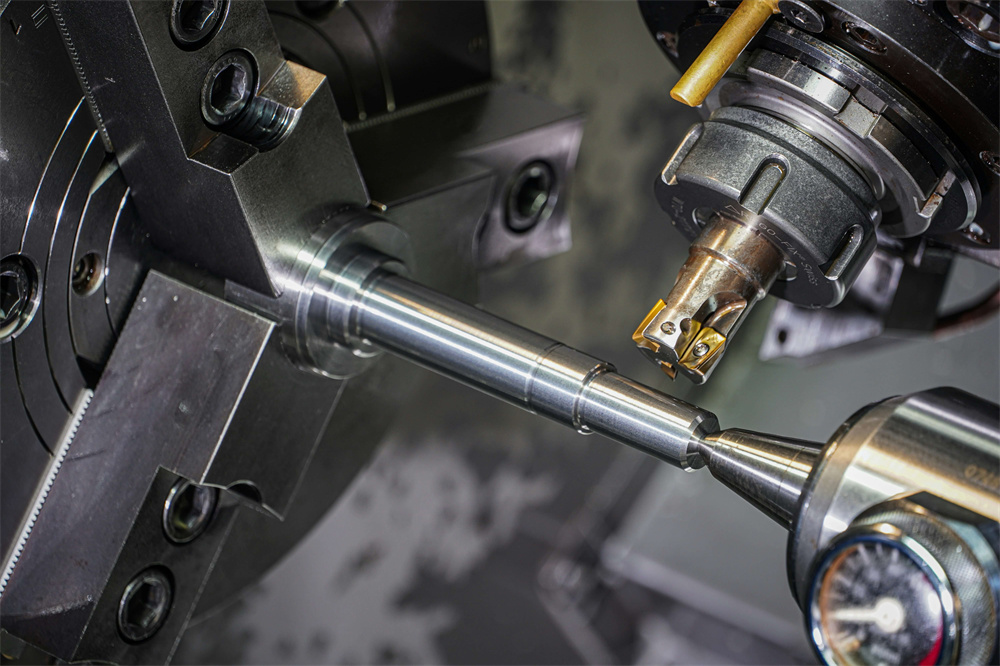
Материалы и отделки
Выбор материала и отделка поверхности являются критическими решениями при обработке ЧПУ, которые влияют на производительность деталей, стоимость, внешний вид и постпроизводственные требования. В этом разделе описаны общие варианты выбора материалов и отделки для эффективного и функционального дизайна.
Общие материалы ЧПУ
Металлические материалы
·Алюминий (6061, 7075, 2024)
Легкий, коррозионостойкий, и легко обрабатывать. Идеально подходит для аэрокосмической, автомобильной и общей инженерной промышленности. Хорошо анодирует.
·Сталь (1018, 1045, 4140)
Предлагает отличную прочность, прочность и сваряемость. Используется в механических компонентах и конструктивных приложениях.
·Нержавеющая сталь (304, 316, 303)
Обеспечивает высокую коррозионную устойчивость и долговечность. Часто используется в медицинских, морских и пищевых частях. 303 является более обработаемым.
·Латунь (C360, C260)
Высоко обрабатываемый с гладкой отделкой и естественной коррозионной устойчивостью. Общие в электрических разъемах и декоративных фитингах.
·Титан (класс 2, класс 5)
Известно отличным соотношением прочности к весу и коррозионной стойкостью. Используется в аэрокосмической промышленности, медицинских имплантатах и автоспорте. Требуется специализированное оборудование и более медленные подачи.
Пластиковые и композитные материалы
·АБС
Жесткий и доступный. Часто используется в корпусах, арматурах и прототипах.
·ПОМ (делрин/ацетал)
Низкое трение, высокая прочность и отличная стабильность размеров. Подходит для передач, корпусов и механических частей.
·Найлон
Жесткий и устойчивый к абразии. Часто используется для конструктивных приложений и изоляторов.
·ПТФЭ (Тефлон)
Химически инертный и температуростойкий. Используется в уплотнениях и медицинских компонентах. Трудно машинировать из-за мягкости.
·Поликарбонат
Прозрачный и ударностойкий. Идеально подходит для окон и оборудования безопасности.
·Композиты из углеродного волокна и G10
Легкий и жесткий, но абразивный на инструментах. Часто используется в аэрокосмической технике, электронике и высокопроизводительных деталях. Требуется инструментация с алмазным покрытием.
Вставки
Вставки необходимы для укрепления нитей в пластиковых или мягких металлических деталях, особенно когда ожидается повторная сборка/демонтаж.
·Вставки теплового набора:Установлен с использованием теплового расширения и давления. Обычно в термопластиках.
·Ультразвуковые вставки:Встроенный с помощью вибрации, обеспечивая сильное слияние с материалом хозяина.
·Пресс-Fit вставки:Механически прессованы в предварительно пробуренные отверстия. Подходит для металлических или твердых пластиковых деталей.
·Совет:Четко определите тип вставки, местоположение и метод установки на ваших технических чертежах.
Маркировка части
Части, обрабатываемые на ЧПУ, часто требуют идентификации или отслеживаемости. Маркировка может включать номера деталей, серийные коды или инспекционные марки.
·Лазерная гравировка:Точный и постоянный; Подходит для металлов и некоторых пластмасс.
·ЧПУ гравировка:Обработка непосредственно в поверхность. Глубина должна быть 0,3-0,5 мм для видимости.
·Штамповка или маркировка чернила:Менее прочный, лучше для временных или внутренних частей.
Размещайте маркировки на некритических поверхностях, чтобы избежать компромисса допусков или поверхностных отделок.
Поверхностные отделки
Последующая обработка повышает функцию, износостойкость, внешний вид и защиту от коррозии. Выбирайте отделки на основе материала части, среды использования и косметических требований.
Обзор общих отделок
| Тип отделки | Совместимые материалы | Цель | Примечания |
|
Анодирование |
Алюминий |
Добавляет коррозионную устойчивость и цвет |
Тип II (косметика), Тип III (твердое покрытие) |
|
Порошковое покрытие |
Большинство металлов |
Прочное, декоративное покрытие |
Толстое и равномерное, несколько цветовых вариантов |
|
Бисер взрыв |
Алюминий, сталь, пластмассы |
Единая матовая поверхность |
Удаляет знаки инструмента; не для районов с жесткой толерантностью |
|
Полировка |
Металлы, пластмассы |
Улучшает внешний вид, гладкость |
Трудоемкий, повышает эстетику |
| Тип отделки | Совместимые материалы | Цель | Примечания |
|
Пассивация |
Нержавеющая сталь |
Удаляет загрязнители поверхности |
Повышает коррозионную устойчивость |
|
Черный оксид |
Углеродная сталь |
Темная отделка, мягкая защита от коррозии |
Минимальное изменение размеров |
|
Электрополирование |
Нержавеющая сталь, титан |
Высокая чистота и гладкость |
Идеально подходит для медицинских, пищевых и оптических частей |
|
Чистка |
Алюминий, нержавеющая сталь |
Создает линейную текстуру отделки |
Общие для потребительских продуктов |
Выбор правильного финиша
Учитывайте эти факторы при выборе отделки:
·Функциональность:Будет ли часть носиться, подвергаться воздействию тепла или химических веществ?
·Эстетика:Требуется ли деталь декоративной или матовой отделки?
·Толеранты:Некоторые отделки (например, порошковое покрытие) добавляют измеримую толщину.
·Материал:Не все отделки совместимы со всеми подложками.
Окладки улучшают внешний вид, коррозионную устойчивость и износовые свойства:
·Как-Machined:Нет дополнительной обработки; показывает знаки инструмента.
·Анодирование:Добавляет коррозионную устойчивость и цвет к алюминиевым деталям.
·Порошковое покрытие:Прочная, декоративная отделка для металлических деталей.
·Бисер взрыв:Создает единообразную матовую текстуру.
·Полировка:Повышает визуальную привлекательность и гладкость.
·Пассивация:Удаляет загрязнители поверхности на нержавеющей стали.
Шаги для подготовки и получения ваших заказных частей
Успешный закуп заказных деталей с обработкой на ЧПУ подразумевает структурированный рабочий процесс, от концептуализации до окончательного осмотра. Ниже приведено поэтапное руководство, которое поможет инженерам, дизайнерам и командам по закупкам эффективно управлять процессом.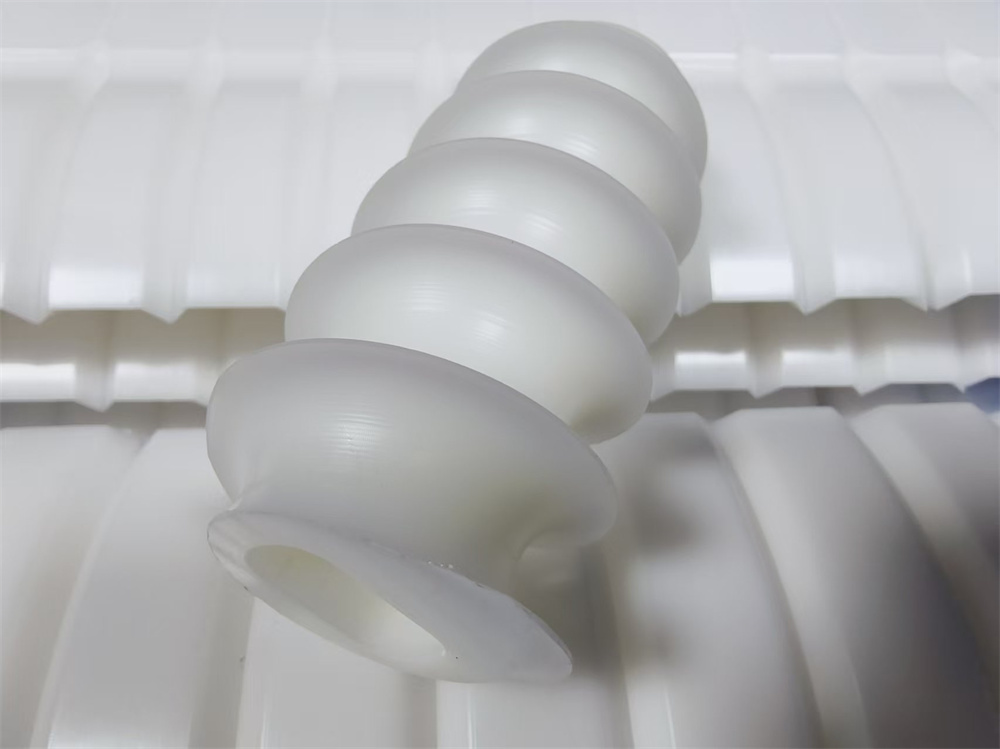
Определите свои требования
Начните с четкого понимания функциональных и технических целей части:
·Применение и окружающая среда:Структурная, косметическая или функциональная? Будет ли он подвергаться воздействию тепла, химических веществ или несущих сил?
·Выбор материала:Выбор основан на прочности, обрабатываемости, весе, коррозионной стойкости или соответствии (например, FDA, RoHS).
·Требования к толерантности:Применяйте жесткие допуски только там, где это абсолютно необходимо. Укажите ISO 2768-м или более жесткий для точных характеристик.
·Окончательность поверхности:Решите, является ли последующая обработка (например, анодирование, взрыв с бисером) косметической, функциональной или обоими.
·Количество и время поставки:Различие между прототипированием, производством в малых или больших объемах для руководства выбором поставщиков и ценообразованием.
Совет:Документировать все требования в технической спецификации.
Создание 3D CAD модели
Используйте профессиональное программное обеспечение для создания твердой, параметрической модели:
·Рекомендуемое программное обеспечение:SolidWorks, Autodesk Fusion 360, Siemens NX или Creo.
·Модельные руководящие принципы:
Удалите ненужные функции (например, логотипы, филе), если они не имеют функционально важного значения.
Обеспечить отсутствие перекрывающихся тел или геометрий без многообразия.
Подтвердите масштаб и единицы (мм/дюйм).
Экспорт файлов в общепринятых форматах:
·STP / STEP (.stp, .step)Предпочитается для производства.
·IGES (.igs)– Старые системы, менее точные.
·SLDPRT, 3MF или Parasolid (.x_t)Для расширенных функций или внутренних команд.
Подготовка 2D технического чертежа
Даже с 3D-моделью 2D-чертежи остаются необходимыми для передачи подробных спецификаций:
Включить:
· Полные размеры (включая глубину, радиус и критические особенности)
· Толеранты и ссылки на данные
· Спецификации отверстий и резьб (например, M6 × 1, ¼-20 UNC)
· Поверхностная отделка вызовы
· символы GD&T (согласно ASME Y14.5 или ISO 1101)
· Требования к материалу и отделке
· Количество и номер пересмотра
Формат файла:ПДФявляется стандартным; Убедитесь, что он экспортируется с высоким разрешением и включает заголовковые блоки.
Определить подходящего производителя
Выберите цех или платформу с ЧПУ на основе ваших требований к деталям и приоритетов бизнеса:
Соображения:
·Возможности:Обеспечить доступ к необходимым материалам, машинам (3-, 4- или 5-осивым) и вариантам отделки.
·Сертификаты:ISO 9001, AS9100 или ITAR могут потребоваться для определенных отраслей промышленности.
·Время выполнения:Подтвердите поворот для прототипирования по сравнению с производственными запусками.
·Коммуникация:Ищите прозрачность, техническую поддержку и оперативность.
·Расположение:Внутренние и международные поставки влияют на стоимость, доставку и контроль за ИС.
Типы поставщиков:
· Местные магазины для быстрого оборота
· Онлайн-платформы с эффектом бренда
· Зарубежные поставщики имеют преимущества экономической эффективности
Запрос котировки (RFQ)
Отправьте свою 3D-модель, 2D-рисунок и любые дополнительные спецификации, чтобы получить точные котировки.
Информация должна включать:
· Тип материала и класс
· Количество и дата доставки
· Любые сертификации или инспекции необходимы
· Вторичные операции (например, анодирование, тепловая обработка)
Бюджетные ограничения (если применимы)
Время ответа:Большинство поставщиков отвечают в течение 24-72 часов. Онлайн-платформы часто предоставляют мгновенные или AI-способные цитировки.
Совет:Сравните несколько цитат и попросите обзор дизайна для производственности (DFM) перед принятием обязательств.
Прототип (при необходимости)
Перед масштабированием запустите небольшую партию прототипа для проверки:
·Установка и сборка:Обеспечить интеграцию с парящимися компонентами.
·Функциональность:Испытание несущей нагрузки, движения, уплотнения и т.д.
·Эстетика:Оцените качество отделки и брендинг.
·Толеранты:Проверьте с чертежами и CAD-моделью.
Опции:Начните с прототипа ЧПУ или используйте 3D-печать для оценки общей геометрии, если полноценные механические свойства не нужны сразу.
Закажите
После удовлетворения цитатой и прототипом:
·Окончать CAD и чертежные пересмотры
·Подписать производственное соглашение и NDA (при необходимости)
·Указать проверку качества или инспекцию первой статьи (FAI)
·Подтвердите сроки производства и метод доставки
Используйте систему PO или приборную панель платформы для отслеживания прогресса.
Контроль качества и инспекция поставок
После доставки, проверьте детали в соответствии с вашим контрольным списком QA:
·Размерная инспекция:Используйте калиперы, CMM или измерители.
·Окончать обзор:Проверьте консистенцию, цвет и однородность покрытия.
·Тесты нити и подъема:Используйте измерители go/no-go или ручные инструменты.
·Функциональное тестирование:Проводить механические или электрические испытания, если это применимо.
Документация по запросу:
· Сертификат соответствия (CoC)
· Сертификации материалов (например, сертификаты мельницы)
· Отчеты о поверхностной отделке или тепловой обработке
· Отчеты об инспекциях
Документировать любые проблемы и немедленно уведомить поставщика о начале решения или перепроизводства.
Предложения по снижению затрат на обработку
Обработка с ЧПУ обеспечивает точность и универсальность, но затраты могут увеличиваться из-за сложных геометрий, жестких допусков и специализированных требований. Применяя интеллектуальные стратегии проектирования и снабжения, вы можете значительно снизить производственные расходы без ущерба для качества.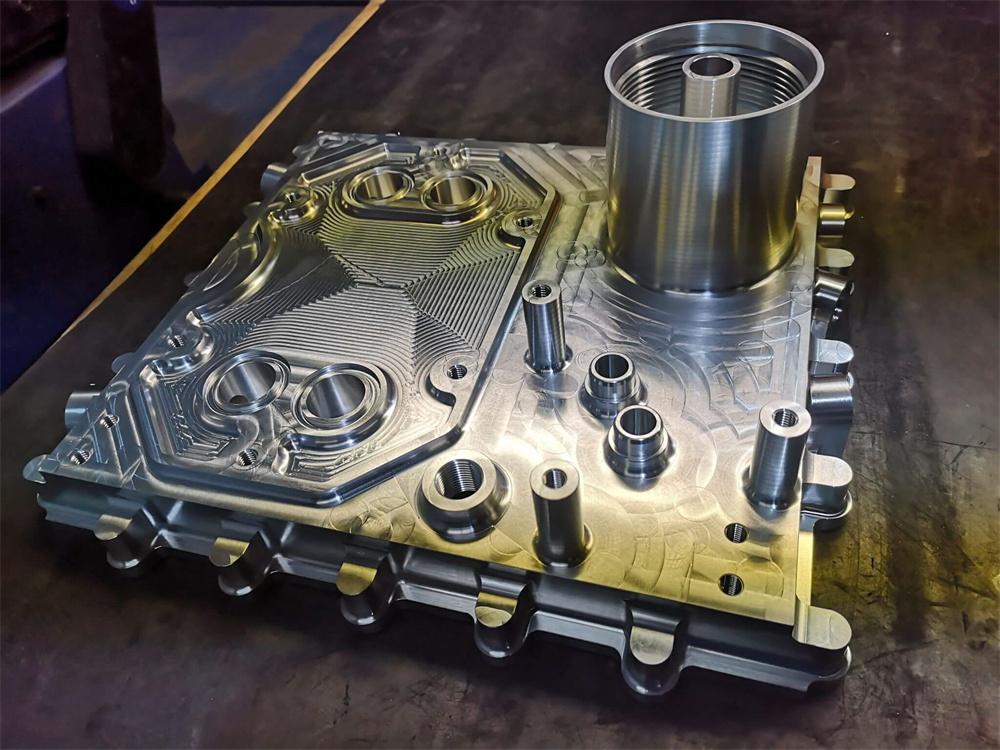
Упрощение дизайна деталей
Сложные детали часто требуют нескольких настроек, индивидуальных инструментов или 5-осивой обработки, что увеличивает затраты. По возможности:
· Устранить ненужные особенности (например, декоративные канавки, тесные внутренние углы)
· Используйте симметричные конструкции, которые упрощают фиксацию
· Избегайте геометрии деталей, которые требуют перерасположения во время обработки
Совет:Конструкция для 3-осивой обработки, если не абсолютно необходимо использовать 4- или 5-осивые возможности.
Используйте стандартные характеристики и размеры
Согласуйте свой дизайн с промышленным стандартом, чтобы сократить время программирования и обработки:
· Выберите диаметры отверстий, совместимые со стандартными размерами сверления (например, 3, 6, 8, 10 мм)
· Используйте стандартные типы нитей (например, M6, ¼-20 UNC) и глубины
· Применить стандартные угловые радиусы, которые соответствуют общим размерам конечной мельницы (например, 3 мм или 6 мм)
Результаты:Меньше смен инструмента, более быстрые производственные циклы и меньший износ инструмента.
Избегайте чрезвычайно жестких толерантов
Необязательно жесткие допуски могут удвоить или утроить стоимость обработки из-за более медленных скоростей, повышенного риска отлома и дополнительного осмотра:
Используйте ISO 2768-m или -f для некритических особенностей
· Резервные допуски ±0,01 мм только для интерфейсных частей или точных подходов
· Ясно обозначите, какие размеры критически важны для функции (CTF) на чертеже
Совет:В случае сомнений консультируйтесь с производителем на этапе проектирования для получения обратной связи DFM.
Минимизировать глубокие полости и тонкие стены
Глубокие карманы требуют большей досягаемости инструмента, что приводит к проблемам с отклонением и вибрацией. Тонкие стены могут сгибаться при обрабатывающих нагрузках, что приводит к плохой поверхностной отделке или размерным ошибкам.
Рекомендуемые руководящие принципы:
· Соотношение глубины к ширине < 4:1 для конечных фрезеров
· Толщина стены > 1 мм для металлов; > 1,5 мм для пластмасс
· Избегайте не поддерживаемых или кантилверных конструкций
В тех случаях, когда необходимы глубокие карманы, подумайте о грубости с помощью больших инструментов и отделке с помощью меньших инструментов, чтобы сократить время.
Выберите экономически эффективные материалы
Стоимость материала и обрабатываемость сильно варьируются:
·Алюминий 6061:Отличная обрабатываемость и широко доступная
·Мягкая сталь:Экономическая эффективность для конструктивных частей
·Пластмассы (например, ABS, Delrin):Быстрое обрабатывание, идеально подходит для неносящих компонентов
Избегайте экзотических материалов (например, инконеля, закаленных сталей, ПЭК), если это не обязательно необходимо - они медленнее обрабатываются и потребляют больше инструментов.
Сокращение времени настройки
Части, требующие нескольких операций или сложной фиксации, увеличивают рабочее время:
· Дизайн плоских или призматических функций для легкого зажима
· Добавить локационные отверстия или функции, которые упрощают переориентацию
· Консолидировать несколько небольших частей в одну большую пластину, чтобы уменьшить изменения арматуры
Про совет:Проектируйте детали, которые можно обрабатывать в одной установке, чтобы сэкономить время и уменьшить риск ошибок.
Избегайте небольших или сложных текстов
Текст, логотипы или серийные номера добавляют время программирования и требуют небольших инструментов для резки. Для нефункционального брендинга:
· Используйте большие шрифты (≥12 pt) с простой геометрией
· Держите глубину гравировки мелкой (0,3-0,5 мм)
· Выберите шрифты без серифа и избегайте курсивного или чрезмерно декоративных стилей
Лазерная маркировка может быть более эффективной и рентабельной, чем гравировка с ЧПУ для больших партий.
План серийного производства
Экономия масштаба может значительно снизить расходы на единицу:
· Партирование сокращает время установки машины
· Позволяет амортизацию инструментов в большем количестве единиц
· Позволяет автоматизацию и меньше ручного вмешательства
Совет:Даже небольшое увеличение объема (от 1 до 10 единиц) может привести к значительной экономии.
Ограничение пользовательских отделок
Этапы последующей обработки добавляют время и затраты. Если косметический внешний вид не имеет критического значения:
· Пропустите анодирование или полировку, если это не требуется для коррозионной устойчивости или эстетики
· Рассмотрите взрыв бисера вместо зеркальной полировки
· Выберите стандартные цветовые покрытия, если внешний вид является проблемой
Простые отделки быстрее, дешевле и легче проверять.
Раннее сотрудничество с производителем
Вход конструкции для производственности (DFM) от вашего поставщика ЧПУ может раскрыть экономию до производства:
· Отправка первоначальных проектов для обратной связи во время фазы цитирования
· Спросите о доступе к инструментам, вариантах фиксации и рекомендациях по материалам
· Используйте свой опыт в оптимизации геометрии деталей или объединении нескольких частей
Это партнерство часто приводит к улучшению производительности деталей и снижению общих затрат.
Резюме методов экономии затрат
| Стратегия | воздействие |
| Упрощение геометрии | Сокращает время обработки и ошибки |
| Используйте стандартные размеры | Позволяет быстрее, дешевле оборудование |
| Расслабленные толеранты | Избегает чрезмерных инженерных и инспекционных расходов |
| Избегайте глубоких функций | Минимизирует сложность отклонения инструмента и фиксации |
| Выберите общие материалы | Экономия расходов на сырье и износ инструментов |
| Минимизировать настройки | Улучшает эффективность и точность выравнивания |
| Ограничить сложный текст | Избегает специализированных инструментов и длительных циклов |
| Увеличить количество заказа | Снижает единичную стоимость за счет партийного |
| Пропустить индивидуальные отделки | Сокращает время постобработки |
| Получить отзывы DFM рано | Предотвращает переработку и обеспечивает осуществимость |
Понимая принципы, ограничения и лучшие практикиCNC обработкаИнженеры и дизайнеры могут создавать оптимизированные детали, которые являются функциональными и экономически эффективными. При правильном планировании и сотрудничестве с опытными производителями, заказные детали ЧПУ могут производиться эффективно и надежно.






 sophia@alcrocn.com
sophia@alcrocn.com
 86 15338350382
86 15338350382
 6-я северная улица, сообщество Сяганг, город Чанань, город Донггуан, провинция Гуандун, Китай.
6-я северная улица, сообщество Сяганг, город Чанань, город Донггуан, провинция Гуандун, Китай.
