 Русский
Русский Английский
Английский Испанский
Испанский Французский
Французский Итальянский
Итальянский Немецкий
Немецкий JАпанез
JАпанез Все загрузки безопасны и конфиденциальны
Все загрузки безопасны и конфиденциальны

-
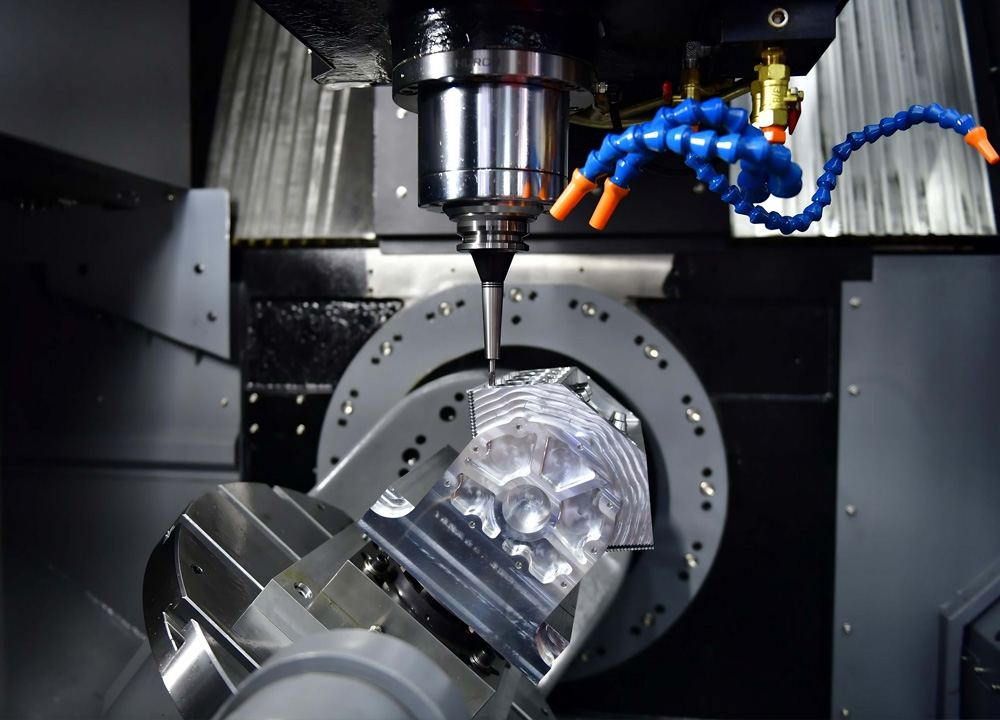
Высокая точность гарантирована
Мы используем передовые фрезерные станки с ЧПУ, способные достичь жестких допусков (до ±0,01 мм) как для простых, так и для очень сложных компонентов. Независимо от того, создаете ли вы функциональные прототипы или детали для конечного использования, точность - это наше обещание. -
Быстрый поворот
Время имеет решающее значение. Наш упрощенный производственный процесс и квалифицированная команда обеспечивают поставку ваших деталей вовремя, часто всего за 3-7 рабочих дней, без ущерба для качества. -
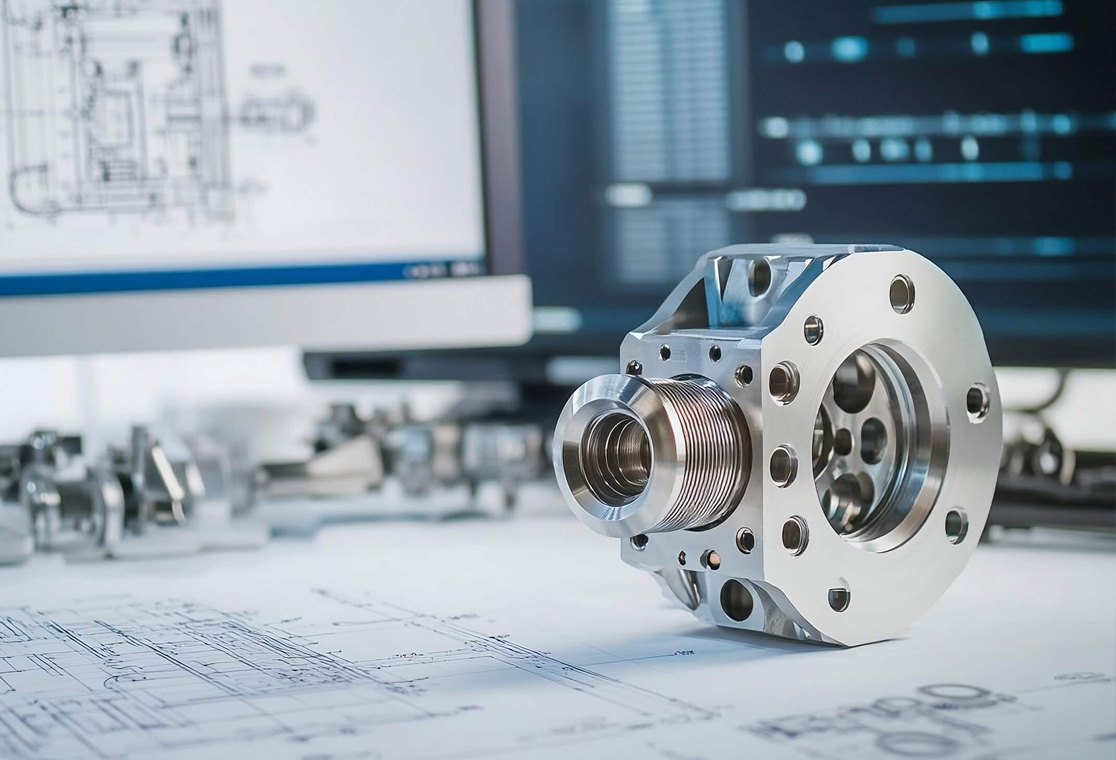
Полная универсальность материала
От алюминия, нержавеющей стали и титана до пластмасс, таких как ABS, PEEK и Delrin, мы поддерживаем широкий спектр материалов. Эта гибкость позволяет нам удовлетворять различным механическим, тепловым и эстетическим требованиям.
 +86 15338350382
+86 15338350382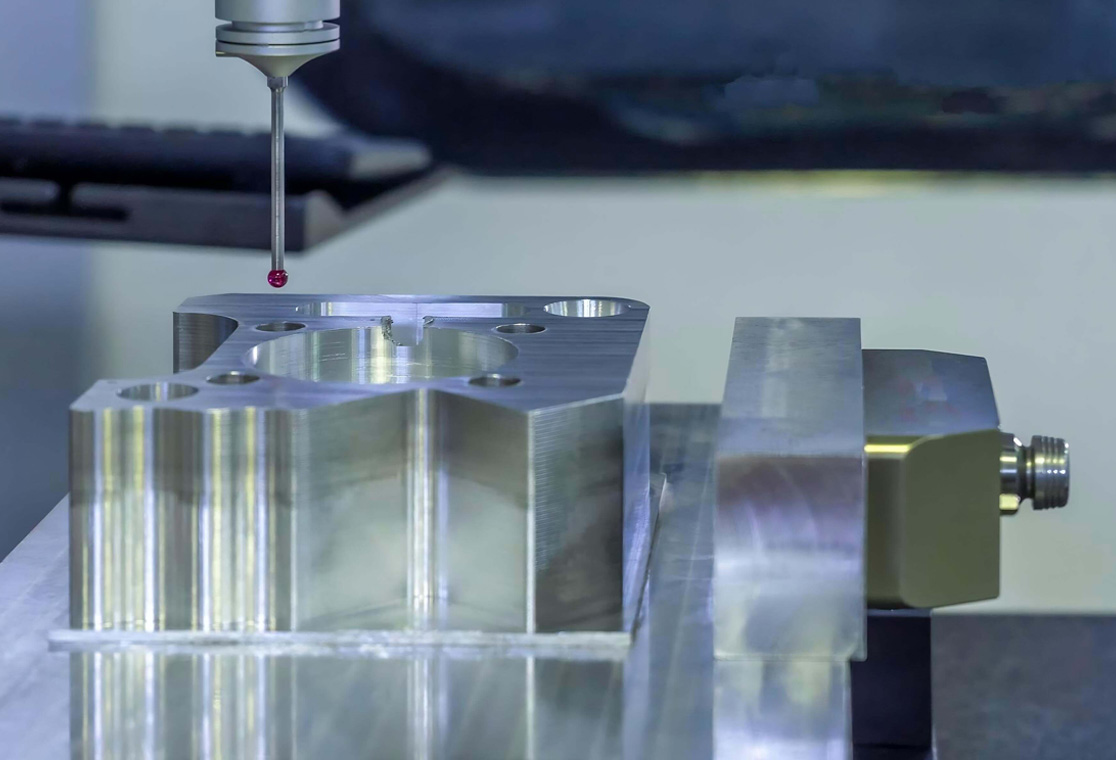



 sophia@alcrocn.com
sophia@alcrocn.com
 86 15338350382
86 15338350382
 6-я северная улица, сообщество Сяганг, город Чанань, город Донггуан, провинция Гуандун, Китай.
6-я северная улица, сообщество Сяганг, город Чанань, город Донггуан, провинция Гуандун, Китай.
